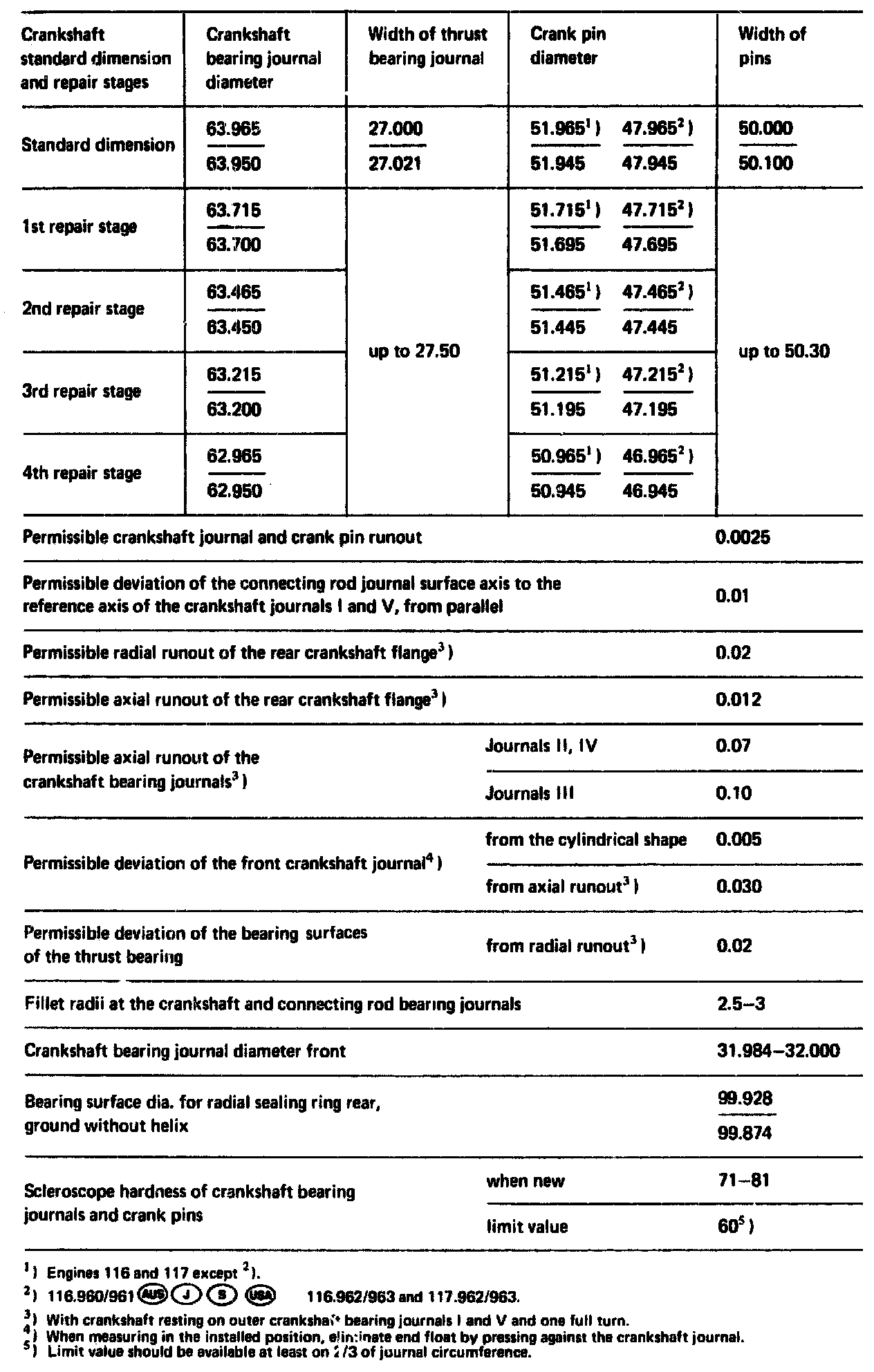
Checking and Reconditioning Crankshaft
Special tool
Impact hardness tester (scleroscope) 000 589 20 21 00
NOTE: During repair the crankshaft need not be balanced.
When checking and reconditioning the crankshaft proceed according to the following diagram.
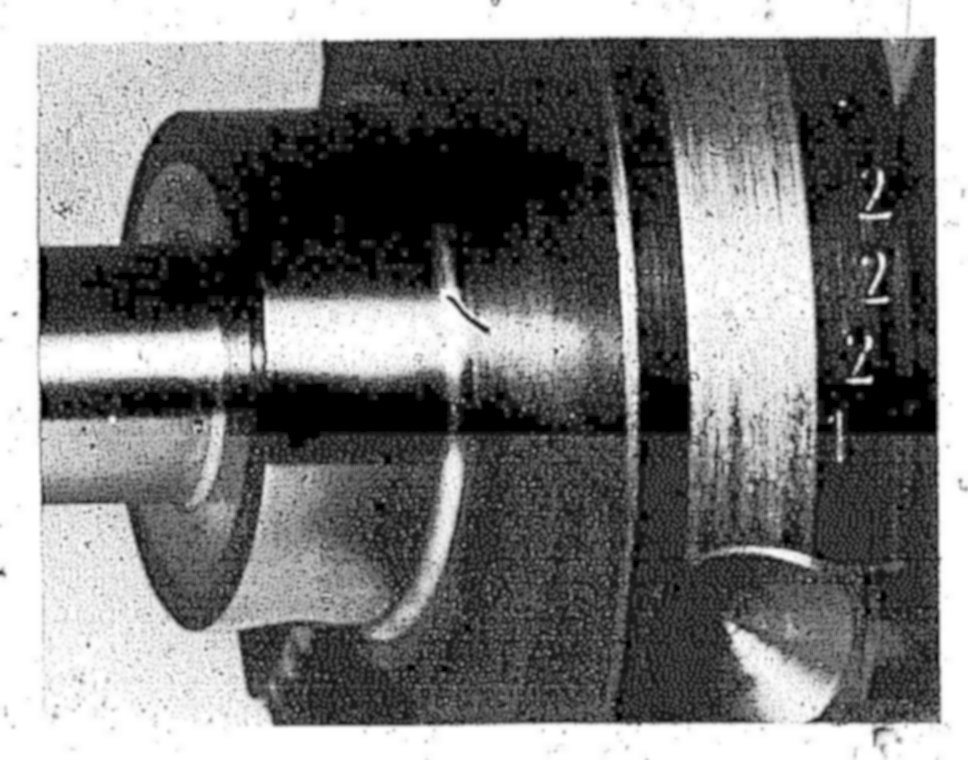
Group number for crank pin diameter (standard dimension)
1 = 51.945 - 51.954 mm and 47.945 - 47.954 mm
2 = 51.955 - 51.965 mm and 47.955 - 47.965 mm
The stamped-in figure at bottom applies to the 1st crank pin.
5°4 Diagram:
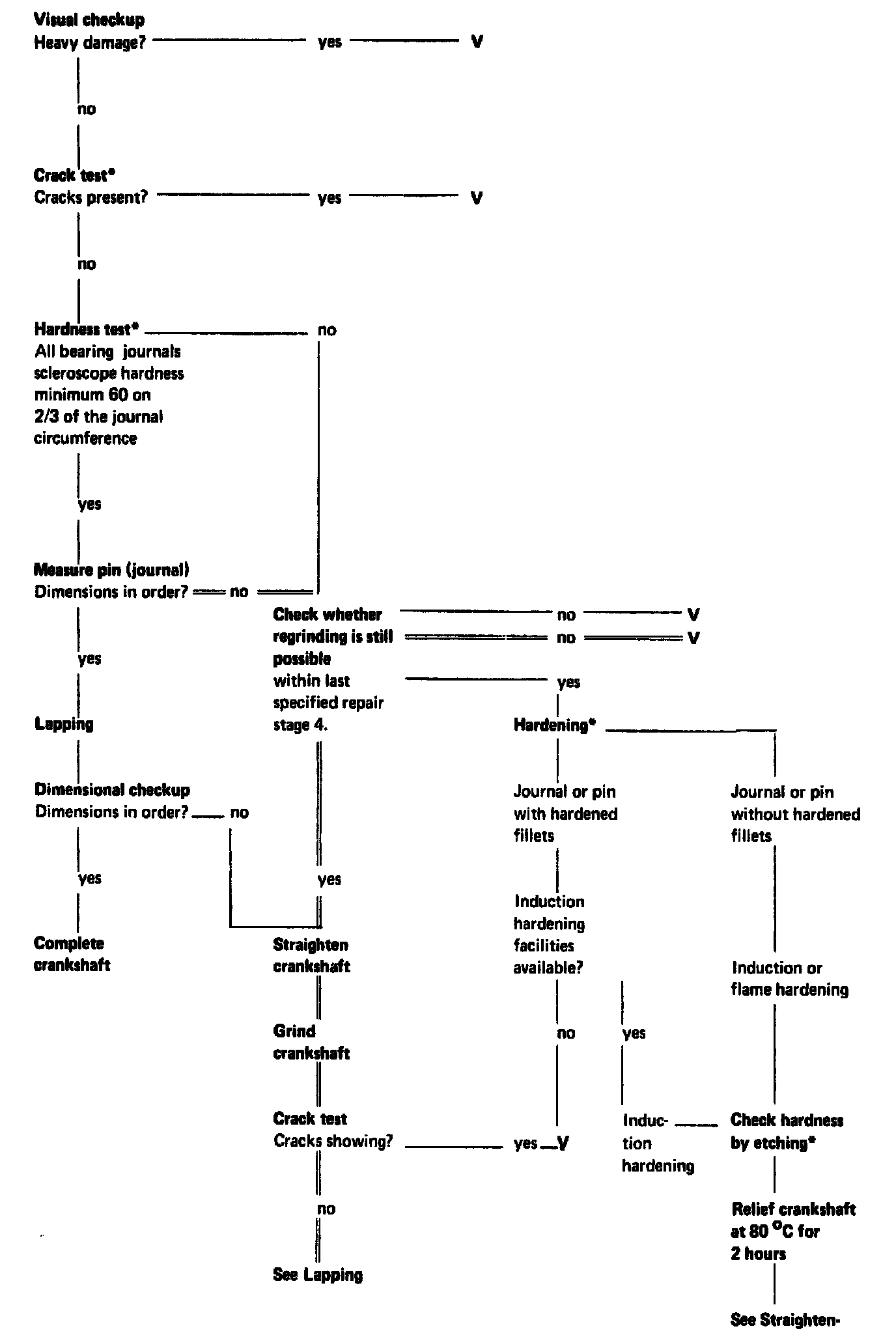
* See "Explanation of Diagram" below.
V = Scrapping.
Explanation of Diagram
Crack test
Clean crankshaft. Bearing journals and pins should be free of oil and grease. Magnetise crankshaft and apply fluorescent powder (fluxing). A color penetration method may also be used (immersion in bath or using spray can).
Flux agent: Paint or UV-oil, cleaning agent, developer
Hardness test
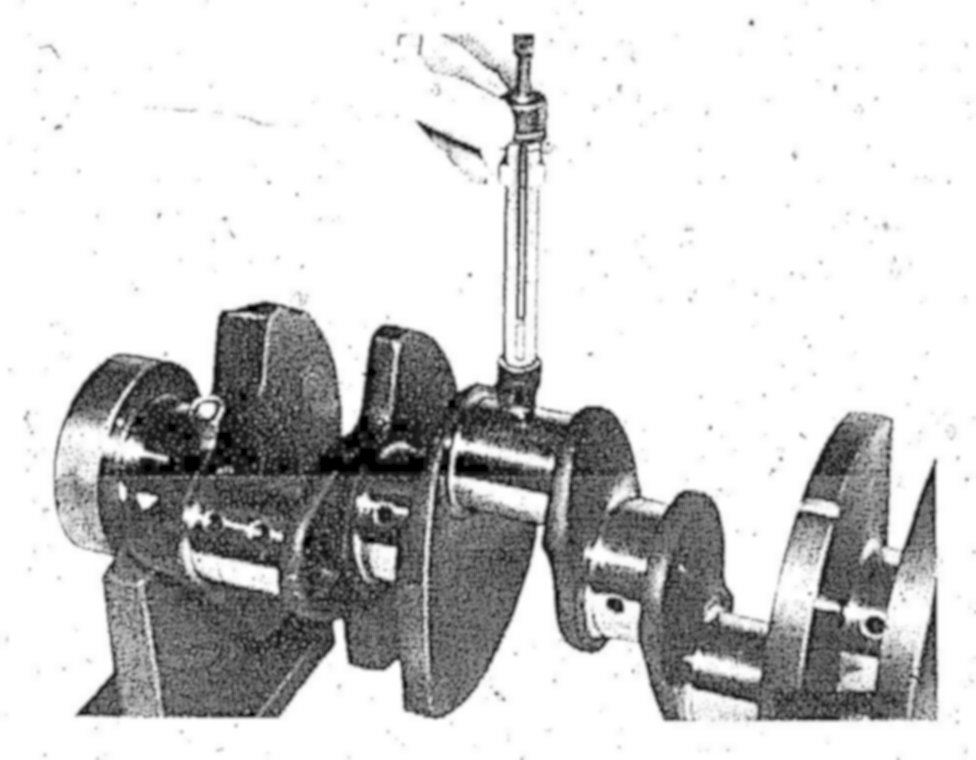
Test hardness with impact hardness tester (scleroscope).
The minimum hardness should be available on 2/3 of the journal and pin circumference.
Hardening
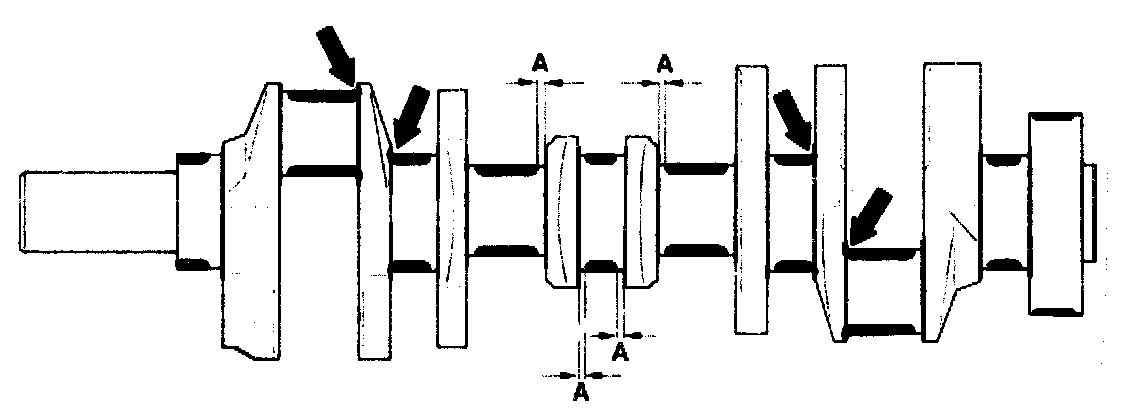
Journals and pins without hardened fillets can be inductance hardened or flame hardened. On the other hand, journals and pins with hardened fillets (arrow) must always be inductance hardened. If this is not possible, scrap the crankshaft.
When hardening journals and pins without hardened fillets, the distance A between hardened runout and fillet radius (4 - 5 mm) must be maintained.
The running surface for the rear radial sealing ring is hardened and ground without helix (previously 60° helix).
Checking the hardening results
For perfect hardening, check adjustment of hardening equipment by means of metallographic etching (grinding).
Pertinent tests can be made with scrapped crank- shafts.
Check hardening by etching surface of journals and pins with a 2% solution of alcoholic nitric acid (HNO3).
No dark areas should appear on journal or pin surfaces.
Unhardened fillets will become dark.
Hardened fillets, on the other hand, should be as bright as the surface of pin or journal.
A journal or pin which has already passed metallographic inspection may be used for comparison.
After the test. carefully wash off nitric acid with alcohol.
Corrosion protection
Crankshafts which are not immediately installed again should be lubricated with engine initial operation oil (SAE 30).